Ein Fermenter ist ein technisches System zur Durchführung biologischer Prozesse, in denen Mikroorganismen, Enzyme oder Zellen Stoffe abbauen, umwandeln oder synthetisieren. In der industriellen Wasser- und Abwasserbehandlung werden Fermenter vor allem zur anaeroben Behandlung organisch belasteter Abwässer eingesetzt. Sie dienen der Stabilisierung von Schlämmen oder der Erzeugung von Biogas aus organischen Substraten.
Technische Hintergründe
Der Fermenter schafft optimale Bedingungen für die Mikroorganismen, die den biologischen Abbau übernehmen. Zu diesen Bedingungen gehören:
- Temperaturregelung: Mesophile (30–40 °C) oder thermophile (50–60 °C) Fermentation.
- pH-Wert-Steuerung: Meist neutral (6,5–7,5), um die Aktivität der Mikroorganismen zu maximieren.
- Mischsysteme: Um die Substrate gleichmäßig zu verteilen und den Kontakt mit den Mikroorganismen sicherzustellen.
- Gasmanagement: Absaugung und Speicherung von Biogas (Methan und Kohlendioxid).
Aufbau und Komponenten
Ein typischer Fermenter besteht aus folgenden Hauptkomponenten:
- Reaktionsbehälter: Aus Stahl oder Beton, häufig wärmeisoliert.
- Rührwerke oder Begasungssysteme: Zur Durchmischung des Substrats und Vermeidung von Ablagerungen.
- Heizsysteme: Zur Temperaturregelung.
- Mess- und Regeltechnik: Für pH, Temperatur, Redoxpotential und Gasertrag.
- Gasaufbereitung: Zur Entschwefelung und Trocknung des erzeugten Biogases.
Anwendung in der Abwasserbehandlung
Fermenter finden in verschiedenen industriellen Bereichen Anwendung:
Anaerobe Abwasserbehandlung: Organische Stoffe werden unter Sauerstoffausschluss zu Biogas umgesetzt. Beispiele:
- Lebensmittelindustrie: Abbau von organischen Reststoffen aus Molkereien oder Brauereien.
- Chemische Industrie: Behandlung hochbelasteter Abwässer mit chemischen Sauerstoffbedarfen (CSB) im Bereich von 10.000 mg/l und mehr.
Schlammstabilisierung: Zur Reduktion des Volumens und zur Entgasung von Klärschlamm in Kläranlagen.
Biogasanlagen: Nutzung landwirtschaftlicher Substrate (Gülle, Pflanzenreste) und organischer Abfälle zur Energiegewinnung.
Inhaltsverzeichnis
Arten von Fermentern
Typische Reaktoren für anaerobe Prozesse sind:
UASB-Reaktoren (Upflow Anaerobic Sludge Blanket):
Der UASB-Reaktor (Upflow Anaerobic Sludge Blanket) ist eine anaerobe Reaktortechnologie, die sich durch eine effiziente Abwasserbehandlung und Biogasproduktion auszeichnet. Das Abwasser strömt in einem Gegenstromprinzip von unten nach oben durch den Reaktor, wo es auf eine Schlammschicht trifft, die aus granulierten anaeroben Mikroorganismen besteht. Diese Mikroorganismen bauen die organischen Stoffe im Abwasser unter anaeroben Bedingungen ab und produzieren Biogas, das hauptsächlich aus Methan und Kohlendioxid besteht.
Technische Spezifikationen:
- Durchflussrichtung: Von unten nach oben (Upflow)
- Hydraulische Verweilzeit: Typischerweise zwischen 6 und 12 Stunden
- Organische Beladungsrate: Bis zu 10 kg CSB/m³·d
- Temperaturbereich: Kann sowohl in mesophilen (30-40°C) als auch in thermophilen (50-60°C) Bereichen betrieben werden
- Gasproduktion: 0,25 bis 0,35 m³ Biogas pro kg abgebautem CSB
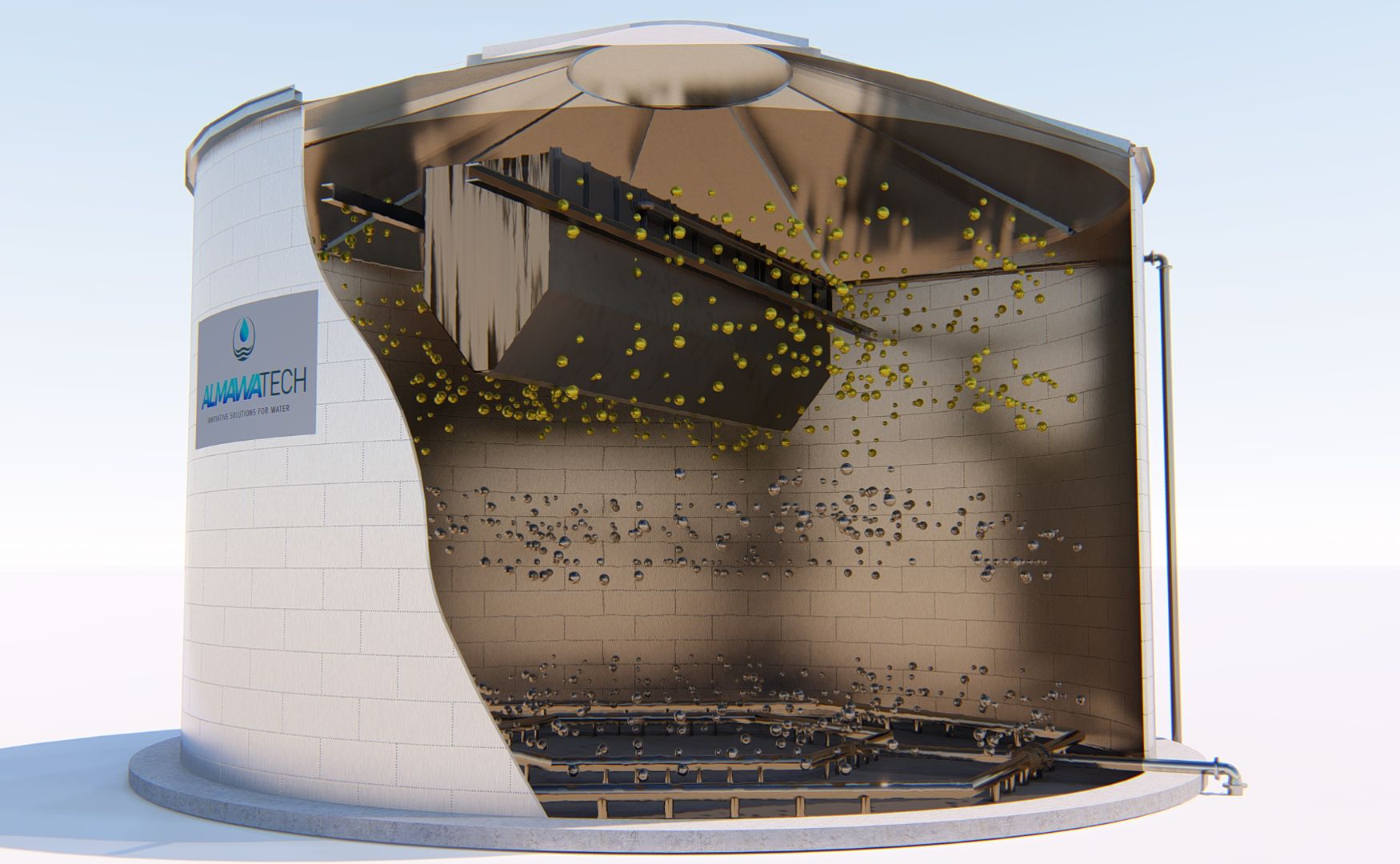
Foto: Schematische Darstellung unseres ALMA BIO UASB-Reaktors
EGSB-Reaktoren (Expanded Granular Sludge Bed):
Der EGSB-Reaktor (Expanded Granular Sludge Bed) ist eine Weiterentwicklung des UASB-Reaktors und zeichnet sich durch eine höhere Fließgeschwindigkeit und bessere Durchmischung aus. Im EGSB-Reaktor wird das Abwasser mit höherer Geschwindigkeit durch die granulierte Schlammschicht geführt, wodurch sich die hydraulische Verweilzeit reduziert und die organische Beladung gesteigert werden kann. Durch diese verbesserte Flüssigkeitszirkulation und Ausdehnung des Schlammbetts wird der Reaktor effizienter, insbesondere bei Abwässern mit sehr hoher organischer Belastung.
Technische Spezifikationen:
- Durchflussrichtung: Von unten nach oben, ähnlich wie beim UASB-Reaktor, jedoch mit höherer Fließgeschwindigkeit.
- Hydraulische Verweilzeit: Typischerweise zwischen 1 und 6 Stunden, abhängig von der Abwasserzusammensetzung.
- Organische Beladungsrate: Bis zu 30 kg CSB/m³·d
- Reaktorhöhe: EGSB-Reaktoren sind typischerweise höher als UASB-Reaktoren, was zu einer besseren Trennung von Schlamm und Abwasser führt.
- Gasproduktion: Ähnlich wie beim UASB-Reaktor, mit einer Gasproduktion von etwa 0,3 bis 0,35 m³ Biogas pro kg abgebautem CSB.
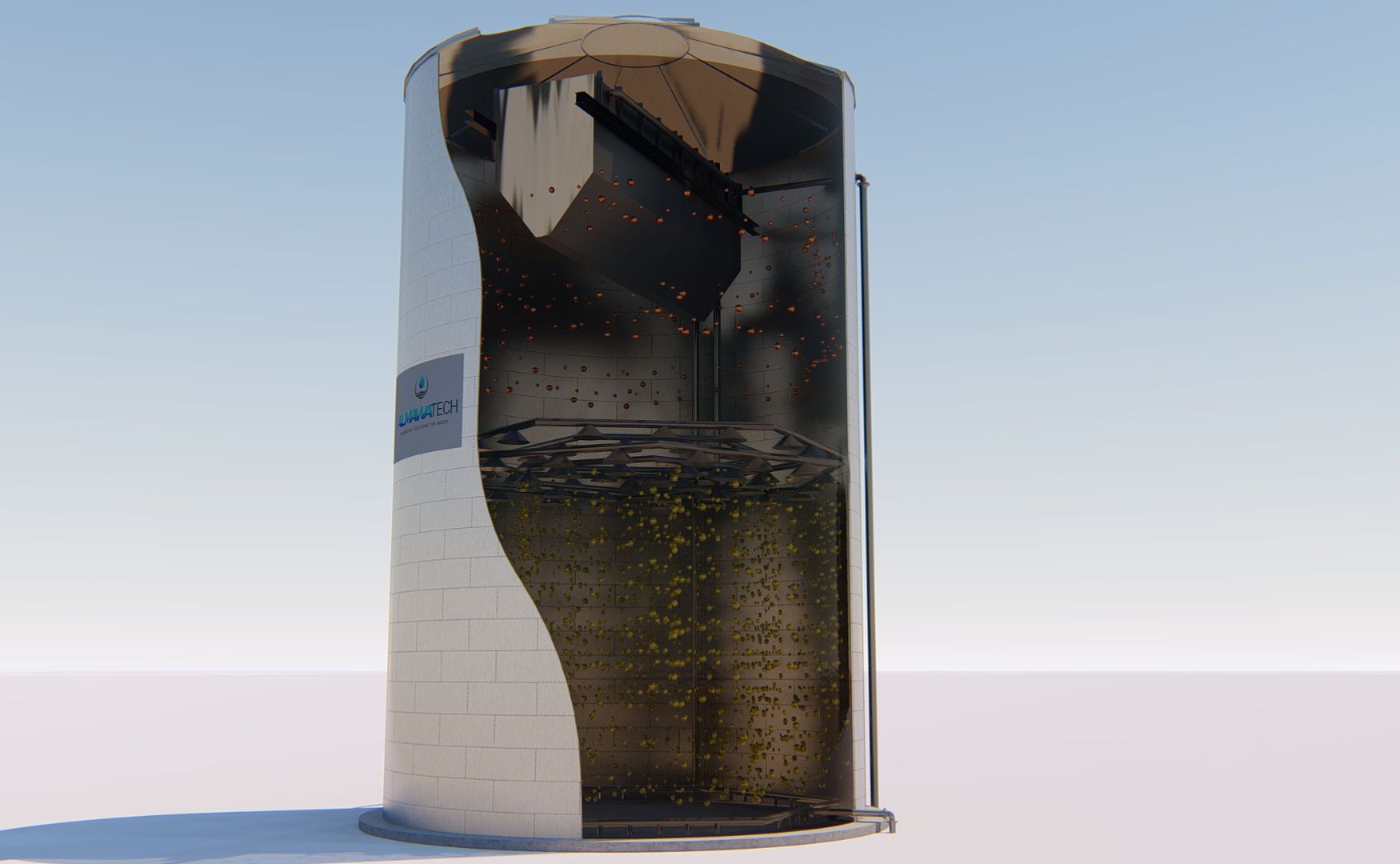
Foto: Schematische Darstellung unseres ALMA BHU BIO EGSB-Reaktors
Gasmischreaktoren:
- In unserem ALMA BHU GMR (Gasmischreaktor) wird das Abwasser unter anaeroben Bedingungen effizient behandelt, wobei der Reaktor speziell für Abwässer mit hohen Calciumkonzentrationen entwickelt wurde. Die fortschrittliche Gasmischtechnologie des ALMA BHU GMR gewährleistet eine optimale Durchmischung der Reaktionsgase im Abwasser, was den biologischen Abbau und die Fällung von Calcium stark verbessert.Der Reaktor bietet eine besonders effiziente Lösung für Abwässer, die aufgrund hoher Calciumgehalte schwierig zu behandeln sind. Dabei wird nicht nur die organische Belastung des Abwassers reduziert, sondern auch eine gezielte Calciumfällung ermöglicht, die Ablagerungen in nachgeschalteten Anlagen verhindert. Dies sorgt für eine stabile Betriebsführung und reduziert die Wartungskosten erheblich. Der ALMA BHU GMR ist somit ideal für industrielle Anwendungen, bei denen hohe Calciumkonzentrationen im Abwasser eine zentrale Herausforderung darstellen.

Foto: Fotos von unserem anaeroben Gasmischreaktor ALMA BHU GMR
Vorteile des Fermentereinsatzes
- Hohe Abbauleistung: Fermenter können bis zu 80–90 % der organischen Last abbauen.
- Energieerzeugung: Das produzierte Biogas kann zur Deckung des Eigenenergiebedarfs oder zur Einspeisung in das Gasnetz genutzt werden.
- Reduktion von Schlammvolumen: Spart Kosten bei der Schlammbehandlung und -entsorgung.
Herausforderungen
- Komplexe Steuerung: Die Prozessführung erfordert eine exakte Regelung von Parametern wie Temperatur, pH-Wert und Substratzufuhr.
- Sensibilität der Mikroorganismen: Störungen im Substrat oder der Umweltparameter können zu Prozessinstabilitäten führen.
- Korrosion: Die aggressive Natur von Biogas erfordert den Einsatz korrosionsbeständiger Materialien.
Fazit
Fermenter sind essenzielle Komponenten für die nachhaltige Abwasserbehandlung und Energiegewinnung. Mit innovativen Lösungen wie dem ALMA BHU GMR, ALMA BHU EGSB und ALMA BIO UASB unterstützt ALMAWATECH Industrien dabei, ihre Umweltziele zu erreichen und gleichzeitig wirtschaftlich zu arbeiten.
Für weiter Informationen zu unseren Produkten können Sie uns gerne jederzeit kontaktieren!






