UASB-Reaktor (Upflow Anaerobic Sludge Blanket-Reaktor) ist ein anaerobes Reaktorsystem zur Behandlung organisch belasteter Abwässer, das in der industriellen Wasser- und Abwasseraufbereitung weit verbreitet ist. Der UASB-Reaktor ist speziell darauf ausgelegt, gelöste organische Stoffe im Abwasser durch den Einsatz anaerober Mikroorganismen abzubauen und in Biogas (hauptsächlich Methan und Kohlendioxid) umzuwandeln. Diese Technologie ist besonders effektiv für die Behandlung von Abwässern mit hoher organischer Belastung und bietet die Möglichkeit zur Energiegewinnung durch die Nutzung des entstehenden Biogases.
Inhaltsverzeichnis
Technische Grundlagen des UASB-Reaktors
Ein UASB-Reaktor ist ein Reaktor zur anaeroben Abwasserbehandlung, bei dem das Abwasser von unten nach oben durch eine Schlammschicht (Sludge Blanket) strömt, die eine hohe Dichte an anaeroben Mikroorganismen enthält. Die Mikroorganismen zersetzen die organischen Stoffe unter Sauerstoffausschluss und produzieren dabei Biogas. Der UASB-Reaktor nutzt eine natürliche Sedimentationsschicht aus mikrobiellen Aggregaten, die sich am Boden des Reaktors bildet und das Wachstum anaerober Bakterien unterstützt.
Aufbau eines UASB-Reaktors
Ein typischer UASB-Reaktor besteht aus den folgenden Komponenten:
Einlass- und Verteilungssystem:
- Das Abwasser wird durch ein speziell entwickeltes Einlasssystem am Boden des Reaktors eingeführt, das für eine gleichmäßige Verteilung des Abwassers sorgt. Dadurch wird der optimale Kontakt zwischen den Mikroorganismen und dem Abwasser sichergestellt.
Schlammdecke (Sludge Blanket):
- Diese Schlammschicht ist das Herzstück des UASB-Reaktors und besteht aus anaeroben Mikroorganismen, die organische Stoffe im Abwasser abbauen und in Biogas umwandeln. Der Schlamm ist in Form von granulatähnlichen Partikeln organisiert, die eine hohe biologische Aktivität und Sedimentationsstabilität aufweisen.
Drei-Phasen-Abscheider (Three-Phase Separator):
- Der Drei-Phasen-Abscheider trennt das entstehende Biogas, das gereinigte Wasser und den Schlamm. Dieser Abscheider sorgt dafür, dass das Biogas aus dem Wasser entweichen kann und das behandelte Wasser über den Überlauf abgeleitet wird. Der Schlamm wird im Reaktor zurückgehalten und rezirkuliert.
Gas-Sammelsystem:
- Das Biogas wird im oberen Bereich des Reaktors aufgefangen und kann anschließend als Energieträger genutzt oder gespeichert werden.
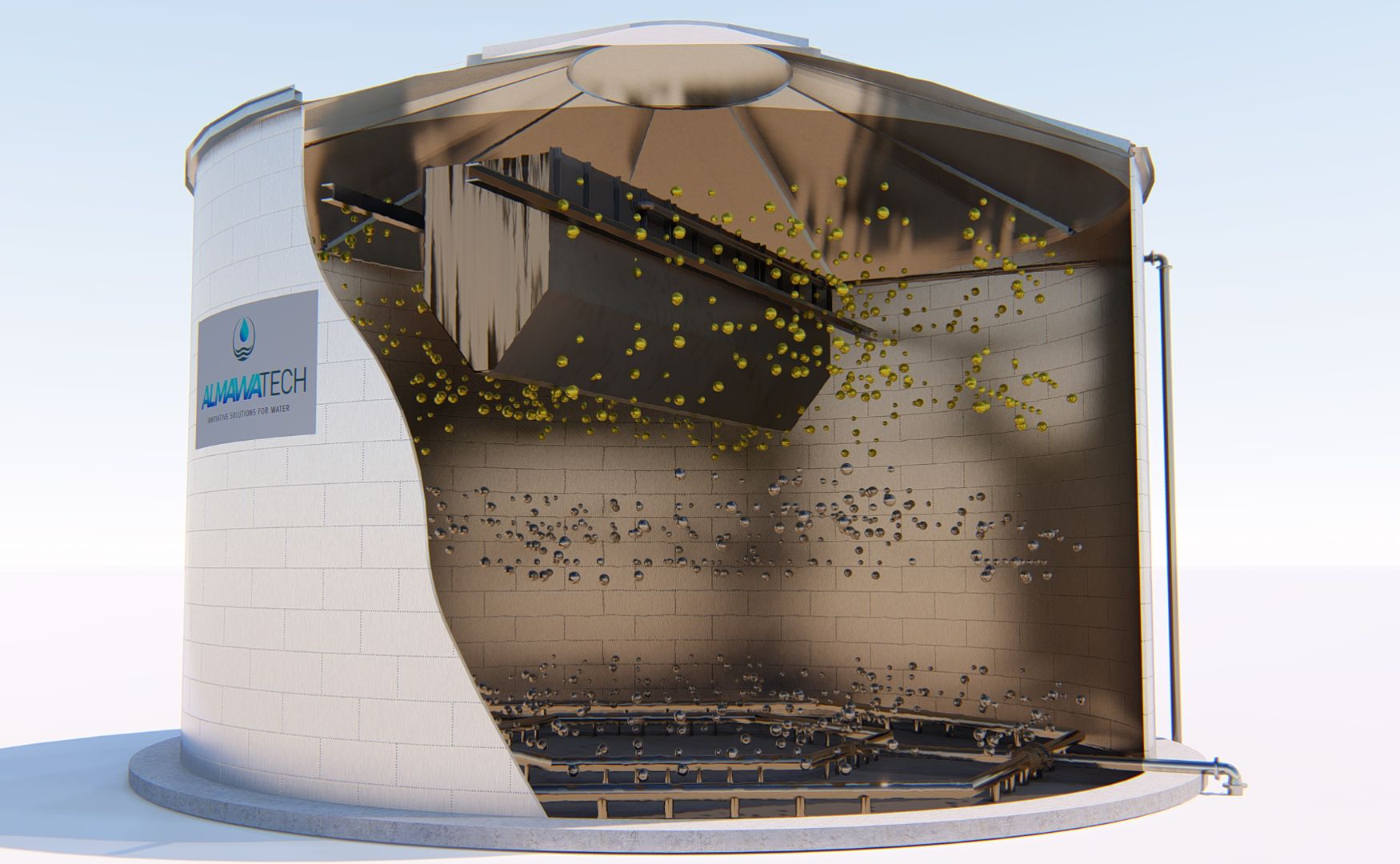
Foto: Schematische Darstellung unseres ALMA BIO UASB-Reaktors
Funktionsweise des UASB-Reaktors
Der UASB-Reaktor arbeitet nach dem Prinzip des aufwärts gerichteten Flusses (Upflow). Das Abwasser strömt von unten nach oben durch die Schlammdecke, in der die anaeroben Mikroorganismen angesiedelt sind. Diese Mikroorganismen nutzen die organischen Substanzen im Abwasser als Nahrung und bauen diese unter Bildung von Biogas ab. Das Biogas, das hauptsächlich aus Methan besteht, steigt nach oben und wird von einem speziellen Sammelsystem aufgefangen. Das gereinigte Wasser strömt ebenfalls nach oben und verlässt den Reaktor über den Überlauf.
Die anaerobe Mikrobiologie im UASB-Reaktor basiert auf einem konsortialen Ansatz, bei dem verschiedene Mikroorganismen in symbiotischer Zusammenarbeit die organischen Stoffe schrittweise abbauen. In den verschiedenen Abbauphasen (Hydrolyse, Fermentation, Acetogenese und Methanogenese) wird das organische Material schrittweise in Methan und Kohlendioxid umgewandelt.
Technische Vorteile des UASB-Reaktors
Hohe Abbauleistung bei organischer Belastung:
- Der UASB-Reaktor kann hohe Konzentrationen organischer Stoffe effektiv abbauen und eignet sich daher besonders für Abwässer aus der Lebensmittel- und Getränkeindustrie, der Papierindustrie und der Pharmaindustrie.
Geringer Energieverbrauch:
- Da der UASB-Reaktor ohne Belüftung arbeitet, ist sein Energieverbrauch im Vergleich zu aeroben Verfahren deutlich niedriger. Dies führt zu Kosteneinsparungen und einem geringeren CO₂-Ausstoß.
Biogasproduktion und Energierückgewinnung:
- Der UASB-Reaktor erzeugt Biogas als Nebenprodukt, das als erneuerbare Energiequelle genutzt werden kann. Dies trägt zur Energieeffizienz des Prozesses bei und kann Betriebskosten senken.
Kompakte Bauweise:
- Durch die vertikale Bauweise ist der UASB-Reaktor platzsparend und kann auch bei begrenzten Platzverhältnissen installiert werden.
Robustheit und Flexibilität:
- Der UASB-Reaktor ist anpassungsfähig und kann sich schnell an Schwankungen in der organischen Belastung und Temperatur des Abwassers anpassen, was ihn vielseitig und robust macht.

Foto: ALMA BIO UASB zur Gewinnung von Biogas aus Abwässer der Zuckerindustrie
Anwendungsgebiete des UASB-Reaktors
Der UASB-Reaktor eignet sich hervorragend für die Behandlung von stark belastetem industriellem Abwasser und ist daher in folgenden Industrien weit verbreitet:
Lebensmittel- und Getränkeindustrie:
- Abwässer aus der Lebensmittelproduktion enthalten oft hohe Konzentrationen an Zucker, Fetten und Proteinen. Diese Abwässer sind eine ideale Nährstoffquelle für die anaeroben Mikroorganismen im UASB-Reaktor.
Papier- und Zellstoffindustrie:
- In der Papierproduktion entstehen Abwässer mit hoher organischer Belastung, die durch den UASB-Reaktor effizient behandelt werden können. Durch den anaeroben Abbau kann der CSB (Chemischer Sauerstoffbedarf) deutlich reduziert werden.
Pharma- und Chemieindustrie:
- Die Abwässer dieser Branchen enthalten komplexe organische Verbindungen, die mit aeroben Verfahren schwer abzubauen sind. Der UASB-Reaktor bietet hier eine energieeffiziente und kostengünstige Lösung zur Abwasserbehandlung.
Molkeverarbeitung und Molkereien:
- Molkereien erzeugen Abwässer, die reich an organischen Stoffen und Fetten sind. Der UASB-Reaktor kann diese Stoffe abbauen und Biogas produzieren, was ihn zu einer umweltfreundlichen und wirtschaftlichen Lösung für die Molkereiindustrie macht.
Herausforderungen und Wartung des UASB-Reaktors
Schlammmanagement: Der Schlamm im UASB-Reaktor muss regelmäßig kontrolliert werden, um die Mikroorganismen in optimaler Konzentration zu halten. Eine zu hohe Schlammkonzentration kann zu Verstopfungen und Leistungseinbußen führen.
Biofouling und Sedimentation: Sedimentierung und Ablagerungen im Schlammkissen können den Fluss und die Effizienz beeinträchtigen, sodass regelmäßige Reinigung und Wartung erforderlich sind, um eine optimale Funktion zu gewährleisten.
Temperaturempfindlichkeit: Der anaerobe Abbauprozess ist temperaturempfindlich, und Abweichungen von der optimalen Betriebstemperatur können die Effizienz der Mikroorganismen beeinflussen. Bei niedrigeren Temperaturen kann es zu einer verlangsamten Abbaugeschwindigkeit kommen.

Vergleich mit dem EGSB-Reaktor
Der UASB-Reaktor unterscheidet sich vom EGSB-Reaktor (Expanded Granular Sludge Bed) durch die Fließgeschwindigkeit und das Schlammverhalten. Während der EGSB-Reaktor eine höhere Durchflussgeschwindigkeit und ein expandiertes Schlammkissen nutzt, arbeitet der UASB-Reaktor mit einem stabileren, sedimentierenden Schlammkissen und einem langsameren Fluss. Der UASB-Reaktor ist besonders geeignet für Abwässer mit mittlerem bis hohem CSB, während der EGSB bei stark belasteten Abwässern höhere Abbauleistungen erzielt.
Fazit
Der UASB-Reaktor ist eine bewährte und effiziente Technologie zur anaeroben Behandlung von organisch belastetem Abwasser, die Biogasproduktion und Abwasserreinigung kombiniert. Er ist energieeffizient, kostensparend und bietet eine stabile Leistung bei unterschiedlichen Abwasserbelastungen. In der Abwasserbehandlung stellt der UASB-Reaktor eine nachhaltige und ökonomische Lösung dar, die besonders für Industrien mit hohen organischen Abwässern geeignet ist. Durch seine einfache Bauweise und den geringen Wartungsaufwand ist er eine wertvolle Ergänzung für viele industrielle Wasseraufbereitungssysteme.
Für weiter Informationen zu unseren Produkten können Sie uns gerne jederzeit kontaktieren!