
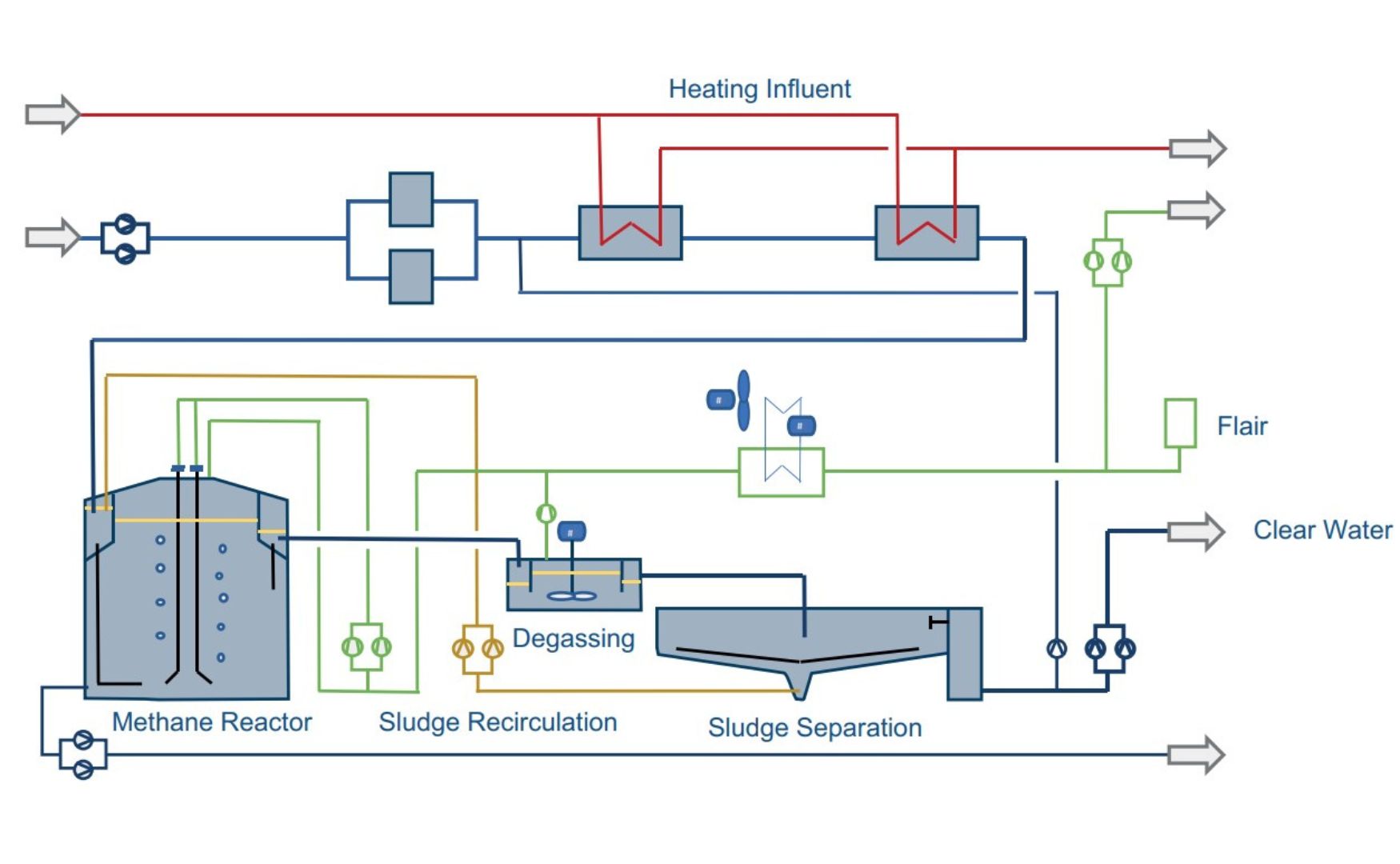
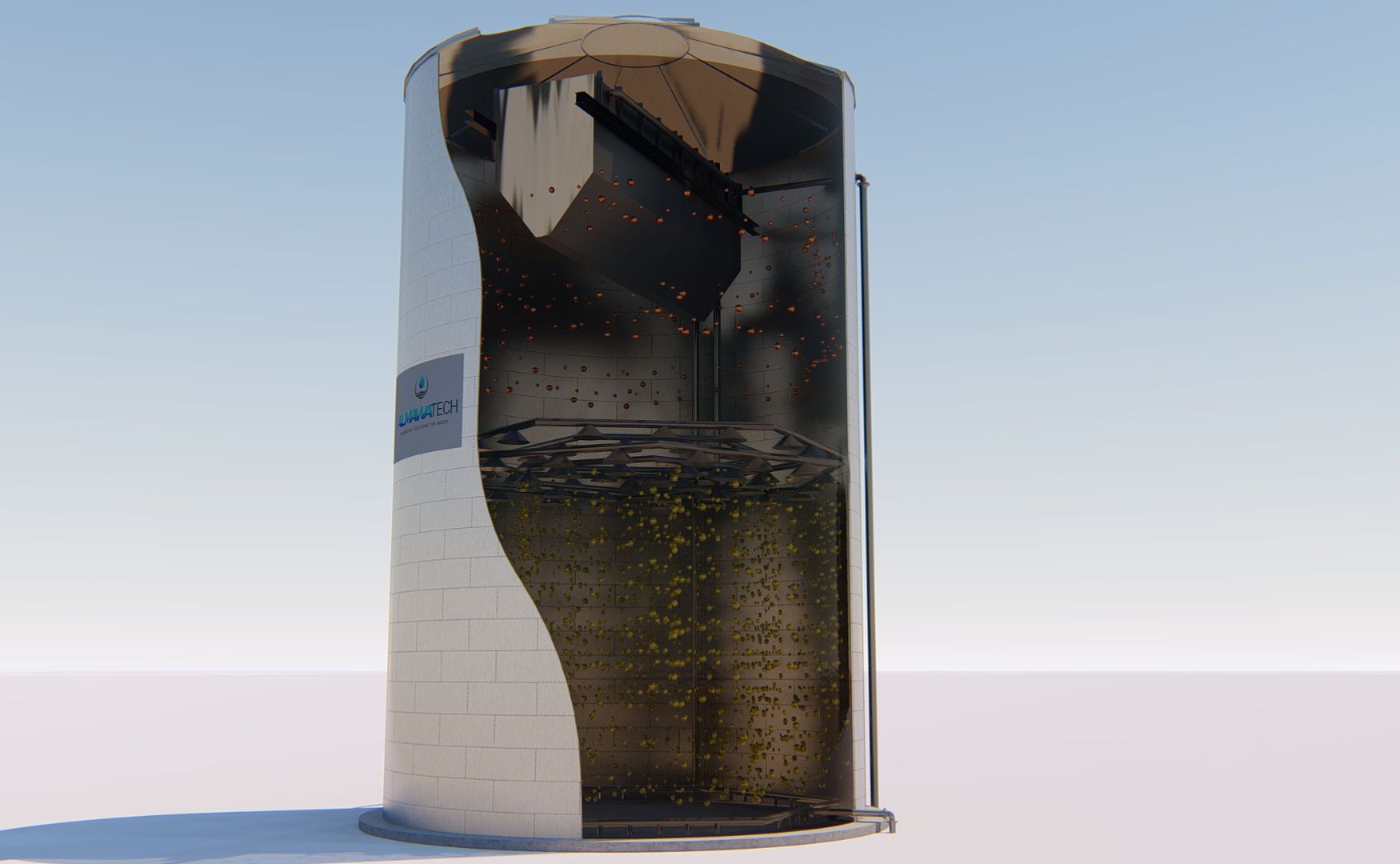
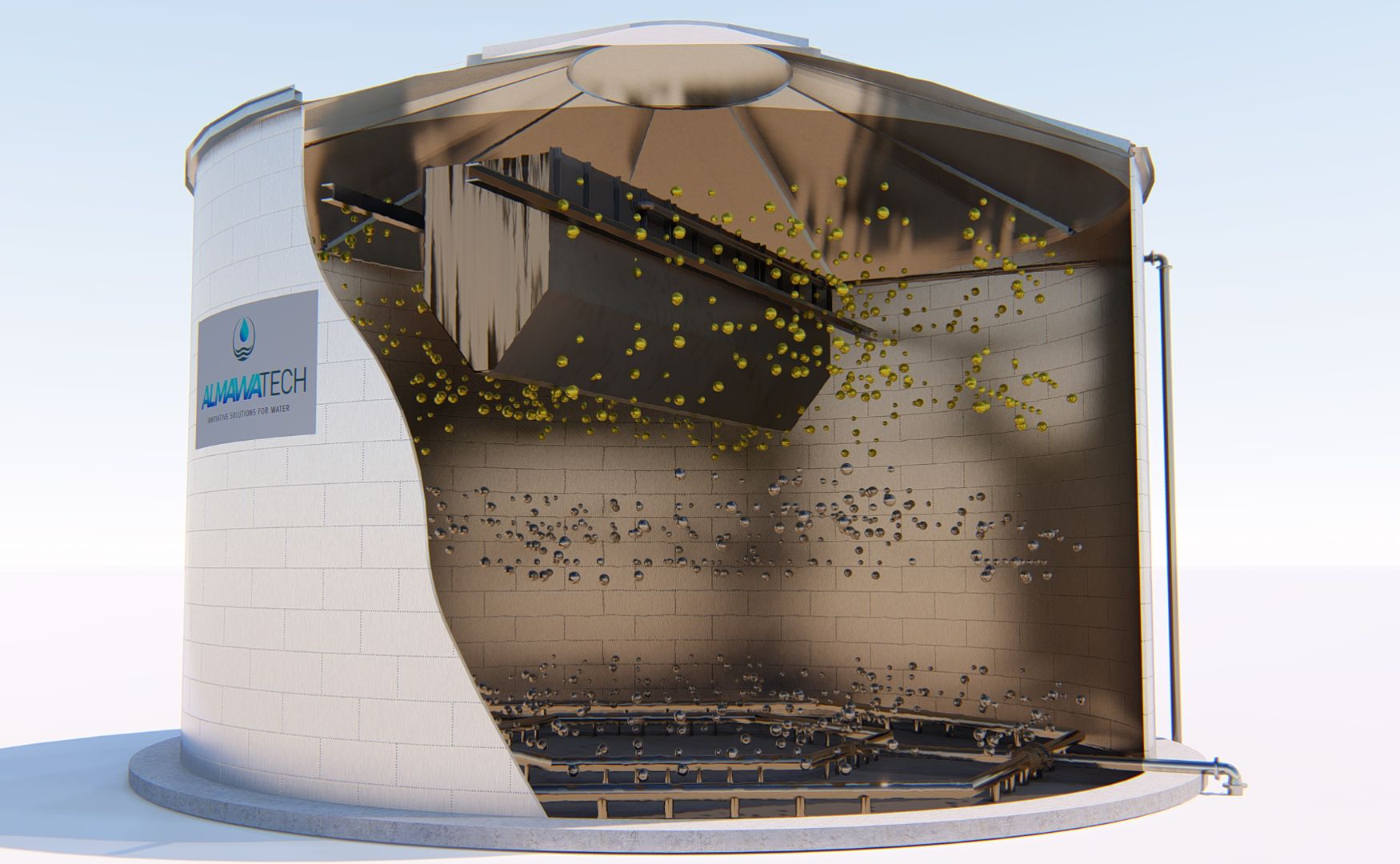
ALMA BHU BIO EGSB
Two-stage anaerobic reactor ALMA BHU BIO EGSB, which can be fed with a high COD load due to the two-stage biogas extraction.

ALMA Biomage
The ALMA BIOMAGE system has been specially developed for the production of biogas from dairy and cheese dairy waste water. The system also features P precipitation.
ALMA BIO UASB
Single-stage anaerobic reactor ALMA UASB for the production of biogas from waste water from the food industry with reactor sizes up to 3,000 m³ and biomass recirculation.

