


Ähnliche Projekte






Eisbär Eis GmbH, Deutschland, ALMA NeoDAF HDED
Im Rahmen des Neubaus der Abwasserbehandlungsanlage für einen norddeutschen Speiseeishersteller, hatten wir die Gelegenheit, unsere Flotationsanlage ALMA NeoDAF mit einer Kapazität von 16 m³/h zu liefern und zu installieren.
Zuckerindustrie, Chile, ALMA BHU BIO
Bau einer biologischen Behandlungsstufe mit Sedimentationsstufe zur Aufbereitung von 120 m³/h Abwasser aus der Zuckerindustrie in Pemuco, Chile.

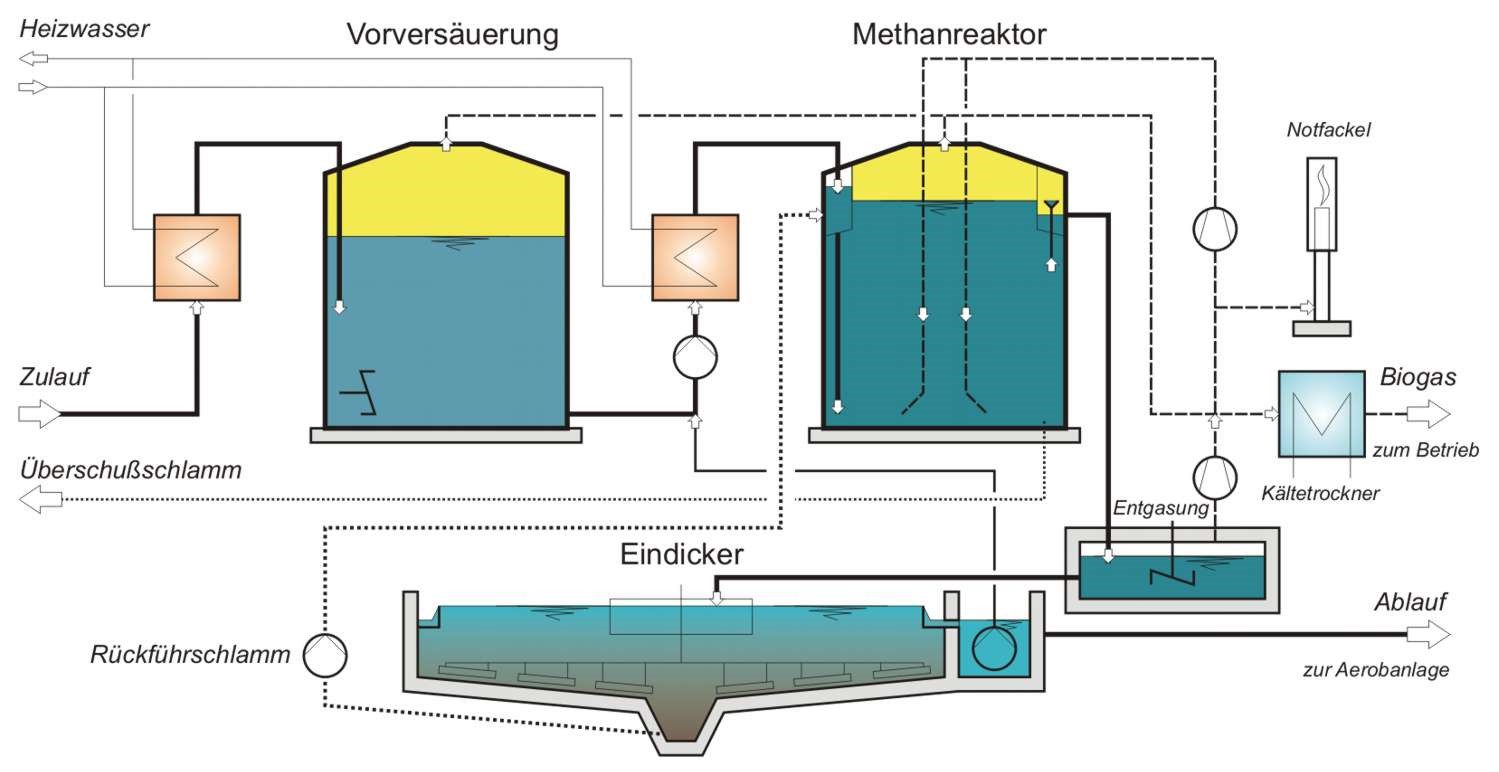
Zuckerfabrik, Deutschland, ALMA BHU GMR
Bau einer anaeroben Behandlungsstufe bzw. einer Biogasanlage zur Gewinnung von Energie aus Abwässern einer Zuckerfabrik mit einer hydraulischen Leistung von 220 m³/h in Deutschland.

Zuckerfabrik, Polen, ALMA BHU GMR
Bau einer anaeroben Behandlungsstufe bzw. einer Biogasanlage zur Gewinnung von Energie aus Abwässern der Zuckerherstellung mit einer hydraulischen Leistung von 125 m³/h in Polen.

Sternquell Brauerei GmbH, ALMA Neutra
Behandlung von 360 m3 Brauereiabwasser pro Tag mit einem Pumpschacht, Feststoffabscheider und einer Neutralisationsanlage für die Sternquell Brauerei GmbH.

Bäckerei Betz GmbH, Deutschland, ALMA NeoDAF Blue, Fettabscheider
Behandlung von 25 m3 Bäckereiabwasser pro Tag in einem Fettabscheider und einer Flotationsanlage für die Bäckerei Betz GmbH.

Südzucker AG, Ochsenfurt, ALMA BHU GMR, BIO
Behandlung von Zuckerrüben-Waschwasser in einer Biogasanlage mit Vorversäuerung und einer CSB-Fracht von 45.000 kg CSB/d, für Südzucker in Ochsenfurt.

Schweizer Zucker AG, Schweiz, Entgaser
Ein Entgaser für eine Biogasanlage zwischen Kalkabscheider und Rundklärer für die Schweizer Zucker AG am Standort Frauenfeld in der Schweiz.

Südzucker AG, Belgien, ALMA BHU BiosS-Treat
Eine Flusswasseraufbereitungsanlage (2 x 275 m³/h) für die Gewinnung von Prozesswasser, Kühlwasser und Kesselspeisewasser in Trinkwasserqualität mit Umkehrosmoseanlage und Ionenaustauschern für die Firma Südzucker AG am Standort Wanze in Belgien.

Südzucker Zeitz PWT
Eine Flusswasseraufbereitung mit einer Kapazität von 220 m³/h mit dem ALMA BiosS-Treat-Verfahren für die Firma Südzucker AG am Standort Zeitz.